Ukuze kuphuculwe isakhono solwazi lwemveliso yomqeshwa oMtsha, iMeiwha Industry Association ibambe i2023 ngonyaka umsebenzi woqeqesho lolwazi lwemveliso, kunye nokuqaliswa kothotho loqeqesho kuzo zonke iiMveliso zeMeiwha.
Njengomntu omnye ofanelekileyo we-Meiwha, kufuneka kube nolwazi olucacileyo malunga nabaPhathi bezixhobo, ukufakwa kunye neetephu zokugaya, iiDrills, oomatshini bokugaya abaBoring kunye nenye imveliso efanelekileyo,Masishwankathele umxholo wolu qeqesho,


Umnini wesixhobo se-CNC wenzelwe ukubamba ngokukhuselekileyo zonke iintlobo zezixhobo zokusika ngelixa zihanjiswa emva-na-phambili ngexesha lomsebenzi womatshini. Ngokukwazi ukutshintsha ngokukhawuleza abasiki besayizi abahlukeneyo, esi sixhobo sinokwenza umahluko omkhulu kwixesha eligciniweyo kunye nokusebenza kakuhle okufunyenweyo xa kusetyenziswa oomatshini abanje ngeelathe okanye oomatshini bokungqusha. Kufuneka ibe neendawo zokumisa ezilungelelanisiweyo ukuze abaqhubi bazi ngokuchanekileyo apho ukusika kwabo kuqala kwaye kuphele ngalo lonke ixesha-ukwandisa amanqanaba okuchaneka kakhulu.Isixhobo sokuphatha isixhobo ngumzimba wokudibanisa wesixhobo somatshini kunye nesixhobo. Umqheba wesixhobo likhonkco eliphambili elichaphazela iukugxila kunye nebhalansi eguqukayo. Akufunekanga ithathwe njengecandelo jikelele.I-Concentricity inokugqiba ukuba isixa sokusika senxalenye nganye yokusika siyafana phantsi kwemeko yokujikeleza kwesinye isixhobo; Xa i-spindle ijikeleza, ukungalingani okuguquguqukayo kuya kuvelisa i-vibration periodic
MeiwhaUmphathi, iintlobo ezisetyenziswa ngokuqhelekileyoWe yahlulwe yaba BT-ER Umphathi, BT-C yomeleleUmphathi,FMB-FMA Face Milling CutterUmphathi, BT-MTA Mose umkhono we taper, BT-SK High speed sk collet chuck, BT-APU Drill chuck, BT-HM Hydraulic expansion chuck, BT-SR Shrink fit chuck

Kuba commonly ezisetyenziswa CNC izixhobo zokusila, ngokwemilo, yahlula phakathi flatufaka, impumlo engqukuvaufaka kunye nebholaufaka
Isixhobo ngasinye sinendima yaso ethile, ethe ngqo ngolu hlobo lulandelayo:
1) flatufakaCNC iziko lomatshini flatufaka ufakaikwabizwa ngokuba yiflethiufakaokanye isiphelo sokusika i-milling cutter, ejikeleze umda oyintloko wokusika, ezantsi kwinqanaba lesibini lokusika. Ingasetyenziselwa i-Angle erhabaxa kunye necacileyo, ukugqiba indiza yecala kunye nenqwelomoya ethe tye. Ngokuqhelekileyo zisetyenziswa ED20, ED19.05 (3/4 intshi), ED16, ED15.875 (5/8 intshi), ED12, ED10, ED8, ED6, ED4, ED3, ED2, ED1.5, ED1, ED0.8 kunye ED0.5. E yileta yokuqala ye-End Mill; I-D imele ukusika umda wedayamitha. Kwiimeko eziqhelekileyo, zama ukukhetha ububanzi obukhuluufakaxa uvula ubukhulu, kwaye mfutshane kangangoko xa ulayishaufaka, ukuze kuqinisekiswe ukuqina okwaneleyo kwaye ugweme intwasahloboufaka. Xa ukhetha iufaka, kuyimfuneko ukudibanisa indawo yokucubungula, ukumisela ubude be-blade obufutshane kunye nobude becandelo elithe tye, kwaye ukhethe eyona ifanelekileyo.ufakaekhoyo kwinkampani. Ukuba i-slope yecala ibizwa ngokuba yi-slopeufaka, ungagqiba ukuthambeka.
2) Impumlo ejikelezayoufakaCNC iziko machining ngeenxa zonke impumloufaka, ekwabizwa ngokuba yiflethi Rufaka, ingasetyenziselwa ukuvula imilo erhabaxa, ecaba kunye negopheufaka. Ngokubanzi, i-angular radius yi-R0.1 ~ R8. Kukho ngokubanzi kunye ne-blade blade edibeneyo. Impumlo engqukuvaufakange-insert grain ikwabizwa ngokuba yi "flyingufaka", esetyenziswa ikakhulu kwindawo enkulu yokuvula rhabaxa kunye nethe tyaba egudileyoufaka. Ngokuqhelekileyo zisetyenziswa yi-ED30R5, ED25R5, ED16R0.8, ED12R0.8 kunye ne-ED12R0.4. Kangangoko kunokwenzeka, inkuluufakakufuneka zikhethelwe machining rough of indizaufaka. Xa kucutshungulwa iindawo ezinzulu, ubude besixhobo kufuneka kufakwe kuqala kwiindawo ezimfutshane zokusetyenzwa, kwaye emva koko kuqwalaselwe iindawo ezinzulu, ukuze kuphuculwe ukusebenza kakuhle kwaye kunganqunyulwa.
3) IbholaufakaCNC iziko machining yebholaufakaikwabizwa ngokuba yiRufaka, ikakhulu isetyenziselwa indawo egobileyo ekukhanyeniufakakunye nokukhanyaufaka. Iimela zebhola ezisetyenziswa ngokuqhelekileyo ziyi-BD16R8, BD12R6, BD10R5, BD8R4, BD6R3, BD5R2.5 (ehlala isetyenziselwa ukuqhuba umgijimi), BD4R2, BD3R1.5, BD2R1, BD1.5R0.75 kunye neBD1R0.5. B yileta yokuqala ye-Ball Mill. Phantsi kweemeko eziqhelekileyo, ngokulinganisa iradiyasi yesangqa sangaphakathi somzobo ocutshungulweyo ukumisela isixhobo esisetyenziselwa ukugqiba, ngokusemandleni ukukhetha indawo enkulu.ufaka, ufakaukulungisaufakaukuqhubekeka

Nye i-milling cutter yi-rotary cutter enezinyo elinye okanye ngaphezulu lokusika.Xa usebenza, izinyo ngalinye lokusika ngokulandelelana linqumla umda womsebenzi. I-Milling cutter isetyenziswa kakhulu kwinqwelomoya yokucoca umatshini, inyathelo, igroove, ukwenza umphezulu kunye nomsebenzi wokusika.-iqhekeza.
Isisiki sokugaya sahlulwe saba sisisiki esisicaba esisicaba, isisiki sokusila sebhola, isisiki esingqukuva sempumlo, isisiki sokusila i-aluminiyam.

4.Iimpompo
Thepha yiNye isixhobo sokucwangcisa imisonto eyahlukeneyo ephakathi kunye nencinci yangaphakathi. Ilula kwisakhiwo kwaye kulula ukuyisebenzisa. Ingaqhutywa ngesandla kwaye inokusetyenzwa nakwizixhobo zoomatshini
Yintoni ukucofa

Ukucofa kukusetyenziswa kweetephu ukusika imisonto yangaphakathi emngxunyeni womsebenzi-iqhekeza.
Iimpompo zahlula zibeNgqoSpirals Tap,Itephu yeFlute, iTip Tap, kunye neTap ye-Extrusion

5.Drill
I i-drill sisixhobo sokusika kwi-drill esetyenziselwa ukususa izinto zokwenza umngxuma kwaye phantse isoloko inecandelo lomnqamlezo ojikelezayo.Iibhithi zokubhola ziza kwiisayizi ezahlukeneyo kunye neemilo kwaye zinokwenza iindidi ezahlukeneyo zemingxuma kwizinto ezininzi ezahlukeneyo. Ukuze ubhobhoze umngxuma, i-drill bit idla ngokudityaniswa kwi-drill bit, edla ngokujikeleza ukubonelela amandla okusika i-workpiece. Intwana iya kubamba isiphelo esiphezulu sentwana ebizwa ngokuba yi-shank kwi-chuck.
Ngokwezixhobo ezahlukeneyo zesixhobo sokusebenza, sinokwahlula amasuntswana eDrill kwi-HSS Drill, iAlloy Drill, iTwist Drill kunye neCarbide Drill.

Nye visu-e sisimo sendalo yonke esisetyenziselwa ukubamba iqhekeza lomsebenzi.Isixhobo sikwi-workbench ukuze ubambe kwaye uzinzise i-workpiece. Sisixhobo esiyimfuneko kucweyo olufanelekileyo. I-rotary disc clamp body inokujikeleziswa ukujikeleza i-workpiece kwindawo efanelekileyo yokusebenza
Sinamandla aphezulu e-Hydraulic Vise kunye ne-MC Compact Power Vise kunye ne-Angle vise eqinile.

Kubaqhubi be-machining, ukuba isixhobo sigqitywe kwinkqubo yokusetyenziswa, singasetyenziselwa ukugaya isixhobo, ukwenzela ukuba i-blade iqhubeke isetyenziselwa ukuhlangabezana neemfuno ezichanekileyo ze-workpiece.
SineMill Sharpener, iTap Sharpener, iDrill Sharpener iintlobo ezintathu zomatshini wokuSila
Abasiki bokugaya, iimpompo kunye namasuntswana e-drill angagutywa

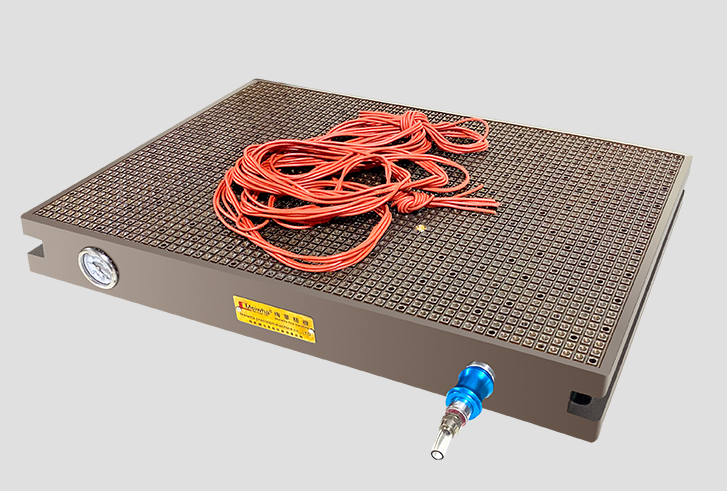
7.Sucker
I-workpiece i-adsorbed phezu kwendawo yokulungisa idiski, kunye nokusika umatshini,
Sidibanise i-CNC Vacuum Sucker, iCNC Powerfull Permanennt Magnet Sucker, iCNC Electro-Permanent Magnetic Chucks, iintlobo ezintathu zeSucker
Ixesha lokuposa: Feb-24-2023




